鉄道事業部 車両製作所 新車工場
|
|
|
形式 |
JR西日本クモハ113-3800
|
製造 開始 |
Kobe Heavy Inderstrial (Thailand) Co,Ltd. |
 |
いつものようにペーパールーフで製作するので、テストピースで周長を確認します。 |
 |
幾度となく設計変更を繰り返し、ようやくプリンターで出力しました。 |

|
妻板、前面は従来t0.5の用紙を使用していましたが、t0.4と称している紙の板厚が実測でt0.45あった為、こちらを使用してみることにします。 |
 |
Hゴム部はまとめてt0.12mmの一般のプリンター用紙を使用します。 |
 |
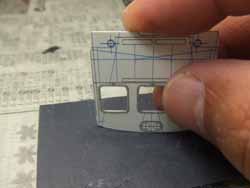
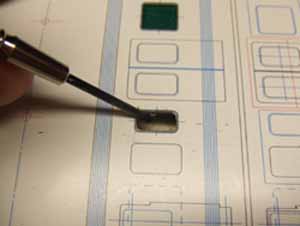
画像ではわかりにくいですが、すでに窓枠の紙を接着しています。 当工場ではHゴムや窓枠は先に接着してから窓を抜いています。 |
 |
窓を抜いたらすぐに瞬着を断面にしみ込ませておきます。 |
 |
後から穴をあける箇所にはケガキ針で印をつけておきます。 |
 |
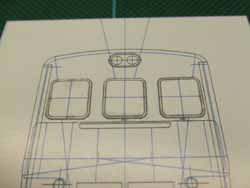
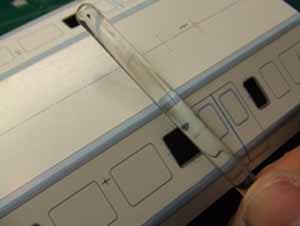
ルーフ部は瞬着をしみ込ませた後、耐水ペーパーをガラス板に置き、慎重に形状を出して行きます。 |
 |
”変な顔”が出来ました。 |
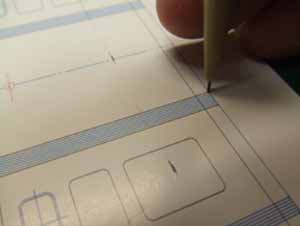 |
次に側板の工作です。 まずは裏のケガキ線を描くためにケガキ針で穴をあけておきます。 穴あけ方向が傾くとケガキ線が表裏でずれるので、垂直に穴をあける様気を配ります。 |
 |
まずはHゴム部の表現。 前面と同じ工程ですが、今回はHゴムは0.3mm幅の設定としました。 まず、Hゴムの紙を貼り付けてから直線部に切り目を入れます。 |
 |
続いてRを丸ノミでカット。 この部分はわざと大きめの丸ノミを使用します。 指定のRで切り抜くよりも大きめにR部を残し、瞬着で固めてからヤスリで仕上げると言う当社標準の工法です。手間はかかりますが、私にはこれが一番きれいに仕上げられる方法なのです。 |
 |
切り抜き直後です。少しバリが残っていますのがわかるでしょうか。 |
 |
切り抜いてすぐに瞬着を染み込ませます。 これでヤスリがけを行うことが出来ます。 |
 |
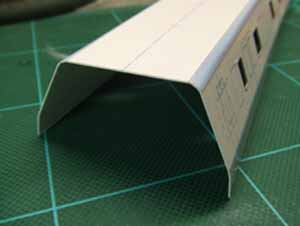
Hゴムの処理だけ終えて、車体の曲げのくせをつけます。 まず、いつもの手製の工具で車体の裏の肩、腰R部にスジをつけます。 |
 |
上側が屋根R,下側が腰Rのスジです。 実は当社は新性能電車の製作は初めてなので、腰Rの工作は初めてです。 うまく表現できるでしょうか・・・。 |
 |
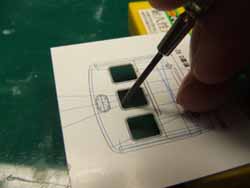
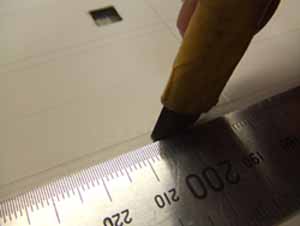
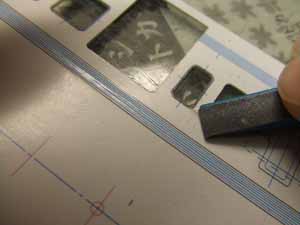
ここで話はいきなり変わりますが、気になることがありました。 前途の通り今回はいさみやの車体用プリンター用紙を使用しているのですが、表面が非常につるつるしています。 そのせいか従来の紙よりも窓廻りの瞬着塗布作業でも染み込みが少ない様な気がしているので、確認してみる事にします。 まず、左側半分を耐水ペーパーで若干表面を荒らしたテストピースに瞬着を垂らします。 |
 |
時間をおいて染み込み状況をチェック。 写真では見にくいですが、左側半分がしっかりと染み込んでいるのに対し、右側半分はほとんど染み込みがありません。 車体強度を瞬着で上げている当社の工法だとこれはちょっと厳しそうです。 もちろん、その分表面の仕上げが楽な部分も無視できませんが・・・。 |
 |
そこで、接着面は多めに荒らすことにしました。 240番の耐水ペーパーで裏面全体の表面を荒らておきました。 |
 |
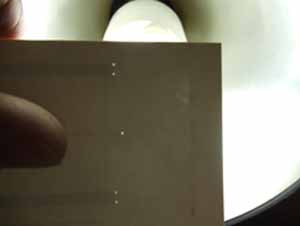
接着面の準備が終わったので次は曲げくせをつけます。 ガラス板の角をつかって、表面からガラス棒で紙をしごきくせを着けていきます。 70形電車ではRMM誌の解釈を間違え、やり方が違っていたようです・・・。 |
 |
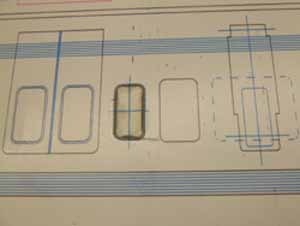
完全に曲げくせがついていませんが、この辺りで窓抜きにかかります。 |
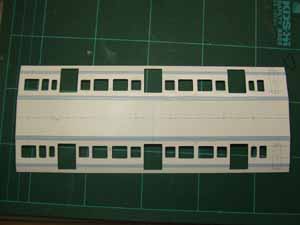 |
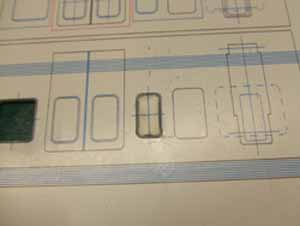
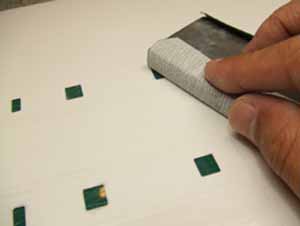
窓抜きが終わった様子です。乗務員扉は強度的に不安があるので、車体組み立てギリギリまで抜かずにおきます。 実は客窓の寸法に自信が無かったのですが、競作の西湘車輌さんから参考寸法を教えて頂いたので、一気に不安が取り除けました。 特に実車を確認できない私にとって、競作のありがたさが身にしみております。。 |
 |
慎重に作業しているつもりでも、あちらこちらに傷がついてきます。 カッターが滑って表面に切り傷がついた時は瞬着を少し垂らしてパテ代わりにします。 箱にしてからは作業が大変になるので、平板の状態で修正しておきます。 |