鉄道事業部 車両製作所 新車工場
|
|
|
形式 |
JR西日本クモハ113-3800
|
製造 開始 |
Kobe Heavy Inderstrial (Thailand) Co,Ltd. |
 |
ドアはHゴムの表現がきれいなフクシマのパーツを使いました。 裾のRをきれいに合わせたいので治具を作りました。 車体断面にドアパーツの下端に合わせた段を作っておくと、位置合わせがやり易いです。 彫刻刀の柄で少しずつジワリと曲げては治具に合わせてRを確認しました。 |
 |
このパーツはドア開口に合わせ、エッチングで段差がついているので、位置合わせがやり易いです。 |
 |
70系製作時と同じ様に治具を使い、裾Rを確定させる作業をします。 |
 |
治具の両側を瞬着で固定します。 |
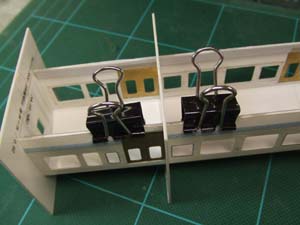 |
治具をずらしながら数箇所固定すると、裾の位置が決まるので、全体的に瞬着を流します。 この後、裾Rにつけておいた切込みに瞬着を流して、ようやく側板の上から下までの外貼りと内貼りが接着された状態になりました。 |
 |
裾Rが決まりました。瞬着をたっぷり流してあるのでびくともしません。 |
 |
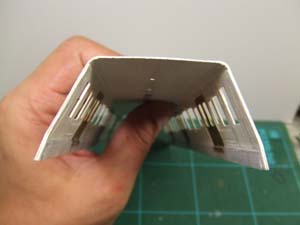
今度は屋根Rを確定させます。 この作業は結構難しく、失敗の経験が多いのでちょっと多いので緊張します。 |
 |
また新しい治具を作ってみました。 t:0.45のケント紙を3枚張り合わせた写真の様な治具です。 |
 |
まず、内貼りにゼリー状瞬着をたっぷり塗布します。 写真では見えにくいですが、車体中央付近にφ2.0のプラ棒を差し込んであります。 これが外貼りとの位置基準となる訳です。 |
 |
前述のプラ棒を差し込んだ後、すばやく治具をセットし、前端末から後端末に向けてスライドさせます。 平行に気をつけてしっかりスライドさせると、自動的に屋根Rが決まりながら外貼りと内貼りが密着されると言うのが狙いです。 なお、プラ棒の付近まで治具をスライドさせた時、棒を抜いてしまいました。 このせいか、長手方向に外貼りと内貼りが少しずれてしまいました。 |
 |
内貼りが密着しきっていない部分は、低粘度の瞬着を流し込んでおきました。 この時も内張りをしっかり密着しておく事が、強い車体を作るコツです。 |
 |
ずれた部分は内張りを少し継ぎ足しておきました。 後から外張りに合わせてカットします。 |
 |
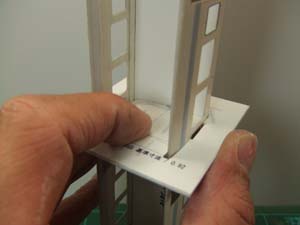
先ほど使用した、車体形状を決める方の治具ですが、下側の一部(治具に記載している「クモハ113」の「ハ」の上)を切り欠いておくと、車体を抜く時に傷つけずに済みます。 何せ、キチキチの治具なので、抜く時にスライドさせるだけで結構車体を傷つけてしまうものですから。 |
 |
クモハ113-3800がようやく箱になりました。 相棒のクモハ112-3800も早く箱にしたい所ですが、またもや前面との合わせが問題に・・・。 |
 |
クモハ112-3800の課題を片付けたいところですが、クモハ113-3800の残りを先に工作する事にしました。 取り付けアングルを接着しますが、この車輌は裾が絞られているので、普通に付けると傾いてしまいます。 そこで、アングル側に0.4mm厚の帯板を接着しました。ハンダ付けしたい所ですが、熱による帯板のうねりを恐れて接着にしました。 |
 |
帯板が取り付いた様子です。 今回も車体裾保護の為、アングルは下向きに取り付けます。 |
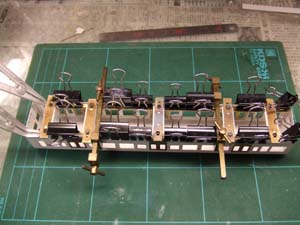 |
いつもの様にエコーモデルのアングル取り付け治具を使い、エポキシ系で接着しました。 車体中央のネジは実際に床板を取り付けるのには使用しませんが、これから車体を握る作業が多いので、車体のゆがみ防止の為に設定しました。 この治具には車体取り付けの治具が二組しか入っていないので、残り三組は真鍮板でコピーを作りました。 ペーパー工作の時はこうして一気に取り付ける方がやり易いもので・・・。 |
 |
床板が取り付けられるようになりました。 これから後は基本的には床板は車体に取り付けたままです。。 |
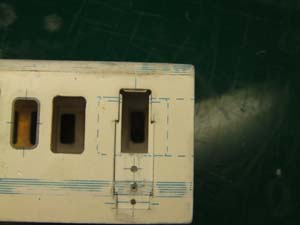 |
乗務員扉の取り付けです。 車体下側は瞬着を流し込む為の穴をあけておきます。 |
 |
セロテープで仮留めです。 いきなりセロテープを使うと車体が破れてしまうので、一旦ガラス板に貼って粘着力を弱めてから使用しました。 |
 |
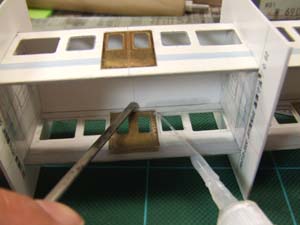
裏から瞬着を流します。 ハンダ付けと同じ要領ですがこうすると圧倒的に位置合わせがし易いので、私はこの工法を好んで使用します。 |
 |
乗務員扉が付きました。 今度こそ、相棒のクモハ112-3800を箱にしてしまおうと意気込んでいますが、どうなることやら・・・。 |